


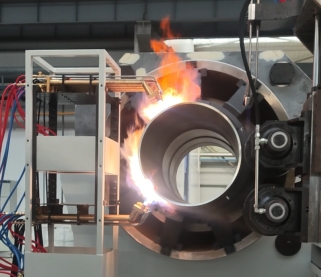
火焰热旋压工艺结合了局部加热与旋压成形技术,广泛应用于多个工业领域,尤其在处理难变形材料、厚壁构件及高精度部件制造中具有显著优势。以下是其具体工艺应用及技术特点:
一、封头制造(压力容器领域)
替代传统冲压工艺:火焰热旋压通过局部加热(650–850℃)和旋转挤压实现封头翻边成形,相比整体加热的冲压工艺,具有以下优势:
Ø 灵活性高:可调整加热区域,适应不同材料(如碳钢、不锈钢)和结构需求。
Ø 减少开裂风险:对易开裂材料(如高合金钢)的成形控制更精准。
Ø 尺寸精度高:终旋温度可达850°C以上,冷却收缩可控,圆度误差≤2mm。
工艺过程:预压成形的封头装夹后旋转,火焰枪同步加热至650°C起旋。通过数控系统实时监测直径变化,预留冷却收缩量。
二、航空航天与军工部件
钛合金薄壁构件:
Ø 解决难变形问题:钛合金(如TA1、Ti2AlNb基合金)室温塑性差,火焰热旋压将其加热至650–750°C,降低变形抗力,避免拉裂。
Ø 控温技术:采用红外热成像实时监测变形区温度,配合多烧炬系统调节,温度波动控制在±20°C内。
高精度回转体零件:
应用案例:飞机发动机筒体、锥形件,替代传统卷焊工艺,消除焊缝缺陷,提升疲劳强度。
三、特种容器与能源装备
Ø 厚壁封头与气瓶制造:可加工壁厚>25mm的碳钢/不锈钢封头,专用H13钢制压力轮耐受755°C高温,避免材料粘连。
Ø 气瓶收口工艺中,火焰加热系统实现均匀缩口,减少内壁褶皱。
Ø 核能及化工容器。
Ø 封头热旋压避免整体热处理变形,提升密封面精度。
四、工艺核心装置与技术难点
1.加热系统:
多烧炬联动:通过T形管分配燃气/空气,电磁阀精准调控火焰强度,确保加热均匀性。
2.抗堵塞设计:喷火孔直径≤4.5mm,减少脱模剂残留堵塞。
3.材料适应性:
Ø 镁/铝复合管:退火温度影响界面扩散层,400°C以上易产生Kirkenda空洞,强度骤降。
Ø 高温合金:Ti2AlNb基合金需道次间固溶处理(900–1200℃)以调控相比例,避免多道次旋压开裂。
总结
火焰热旋压通过局部加热与动态成形结合,解决了高强材料、厚壁构件的加工难题,在压力容器、航空航天及特种装备领域不可替代。其技术核心在于精准控温、专用设备及材料相变调控,未来发展方向包括智能化温控系统与多材料复合旋压工艺的集成优化。





")





 沪公网安备 31010402006677号
沪公网安备 31010402006677号