

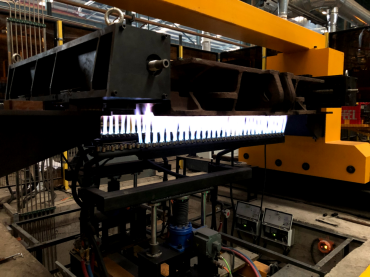

焊接火焰预热是焊接工艺中常用的预处理方法,其核心目的是降低焊缝及热影响区(HAZ)的冷却速度,防止接头生成淬硬组织、减少氢扩散时间,从而避免冷裂纹的产生。以下结合具体工艺场景、方法及注意事项,详细说明其工艺应用:
一、主要工艺应用场景
火焰预热适用于冷却速度快、淬硬倾向大、刚性强或低温环境的焊接/切割场景,具体包括:
1. 厚板焊接/气割
厚板(如≥8mm的碳钢、低合金钢、耐热钢)由于厚度大,焊接或气割时热量传递快,冷却速度快,易产生淬硬组织(如马氏体)和裂纹。火焰预热可提高工件初始温度,减缓冷却速度。
2. 高碳钢/合金钢/耐热钢焊接
高碳钢(如45#钢)、合金钢(如12CrMoV)、耐热钢(如A387Gr22)等材料淬硬倾向大,焊前预热可降低冷却速度,避免淬硬组织形成。
3. 低温环境焊接
低温(如≤0℃)下,工件初始温度低,焊接时冷却速度更快,易产生冷裂纹。火焰预热可提高工件温度,缓解低温对焊接的影响。
4. 刚性大的结构焊接
大型结构(如球罐、桁架、厚壁容器)刚性强,焊接应力大,易产生裂纹。火焰预热可缓解焊接应力,防止裂纹。
5. 现场组焊
火焰预热设备简单(仅需氧乙炔/丙烷焊炬、燃气瓶),不需要电源,适合现场大型结构的组焊(如钢构件、球罐)。
二、具体工艺方法
火焰预热的工艺参数需根据材料类型、厚度、结构刚性调整,关键参数如下:
Ø 预热温度:普通碳钢/低合金钢100-200℃;耐热钢300-800℃;奥氏体不锈钢(刚性大):≤150℃
Ø 预热范围:焊道两侧各100~200mm内,确保整个焊接区域均匀加热。
Ø 加热方式:使用氧乙炔或氧丙烷焊炬,火焰调整为中性焰(避免氧化)或轻微碳化焰。
Ø 测温方法:用红外测温仪、测温笔或热电偶检测,确保预热温度达到要求。
三、注意事项
1.材料适用性:
奥氏体不锈钢一般不需要预热(因导热系数低、淬硬倾向小),但刚性极大时需低预热(≤150℃),避免促进碳化物析出;
铝合金不宜用火焰预热(易导致晶粒长大、强度下降),需用电阻加热或热风预热。
2.均匀加热:
厚板或复杂结构预热时,需移动焊炬均匀加热,避免局部过热(如表面烧损)或内部未达到温度。
3.安全防护:
火焰预热需注意燃气泄漏(如乙炔易爆炸),现场需通风良好,远离易燃易爆物品。
四、工艺优点
Ø 设备简单:仅需焊炬、燃气瓶,无需电源,适合现场使用;
Ø 成本低:燃气成本低于电加热,且不需要复杂的加热设备;
Ø 灵活性高:可针对不同部位进行局部预热,适合复杂结构(如球罐、桁架)。
总结
焊接火焰预热是一种低成本、高灵活性的预处理方法,主要应用于厚板、高碳钢/合金钢、低温环境及刚性大的结构焊接。其核心是通过控制预热温度和范围,减缓冷却速度,防止冷裂纹和淬硬组织形成。实际应用中需根据材料类型、厚度及环境调整工艺参数,确保预热效果。





")





 沪公网安备 31010402006677号
沪公网安备 31010402006677号