火焰加热整体解决方案服务商
首页解决方案
火焰加热

中部槽焊前预热方案
直排多火口加热炬主要针对厚板焊接前加热,防止氢致裂纹产生。火口交叉排布,可使火焰有效覆盖在焊缝两边,保证焊缝周围受热均匀,提高焊接质量。同时也可配套自动化焊接焊线使用。

智能火焰拟态控制器
智能火焰拟态控制器,通过自主开发的控制流程和集成电路板进行控制,不仅能满足各种生产场合的需求,在各种操作模式中灵活的进行切换,更为重要的是大大提高了加工工件的精度与效率,避免了人工操作不当而产生的误差或质量问题,这对于提高工业企业经济效率、加工质量和降低加工成本具有十分重要的意义。
火焰切割

厚板火焰切割
在现代化厚板生产厂中,板厚大于50mm的钢板在总产量中都占有相当比重,但由于受到剪切设备的限制,对于这种厚度范围的钢板一般用火焰切割机进行切割。钢中各种元素对火焰切割特性都有一定的影响,例如C含量超过0.5%气割性就比较差,C含量超过1%~1.2%就难以进行气割。

铸铁、不锈钢粉末切割
对于无法使用普通火焰切割的母材,可以通过添加铁粉来提供燃烧温度,从而达到切割的目的。
火焰焊接

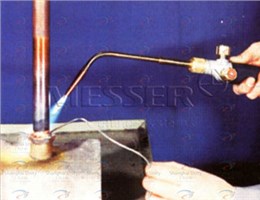
风电机组滚轮焊接与加热
对于风电机组上的转轮焊接,为保证焊接的质量,一般需要将转轮快速加热到钎焊温度,梅塞尔环形定制加热炬完美匹配这种环形加热需求
流水线火焰钎焊
钎焊就是用比母材熔点低的金属材料作为钎料,通过梅塞尔火焰加热,融化钎料并用液态钎料润湿母材和填充工件接口间隙并使其与母材相互扩散的焊接方法。钎焊变形小,接头光滑美观,非常适合于焊接精密、复杂和由不同材料组成的构件,如蜂窝结构板、透平叶片、硬质合金刀具和印刷电路板等。钎焊前对工件必须进行细致加工和严格清洗,除去油污和过厚的氧化膜,保证接口装配间隙。间隙一般要求在 0.01~0.1毫米之间。
供气设备

汇流排
一般气路管道比较多,或者供气不能间断的工厂都需要汇流排装置,更换钢瓶无需断气。

减压器方案
梅塞尔首创“米老鼠”减压器,既方便读取压力表数值,也方便调节手轮。出气口可选择4:30位置斜向下,降低因自重对胶管造成的损伤,降低漏气风险。
气体安全装置

用气安全-回火防止器
氧燃气设备应用中,如果安全措施不跟上,很容易造成事故。其中最最常见的危险是火灾及爆炸。当出现意想不到的气体回流时, 会在燃气/氧气或燃气/空气管路中产生混合气体。如果此时发生回火,则有可能点燃混合气造成爆炸。安装回火防止器就是为了避免这种情况的发生。

用气安全 - 快插接头
快接插头一般用于气体输送的管路中,即插即用,并保证密封性,非常方便
等离子焊接设备

PMI-50 等离子全自动微束修复焊机套组
PMI-50等离子微束焊机,为提高等离子弧起弧的稳定性和可靠性,将TP50等离子焊枪电弧分为引导弧和焊接弧二种类型,使用各自独立的逆变器分开供电,由主逆变器提供焊接电弧(主弧)。除了主逆变器之外,还针对“引弧”设计了专门的引弧逆变器和引弧开关。开启电源后即可通过触摸屏面板设置或焊枪控制引弧的点燃或熄灭,当焊枪离开引弧开关时,引弧电路工作,引弧点燃;当焊枪搁置引弧开关上时,引弧电路停止工作,引弧自动熄灭。

等离子堆焊的特点
等离子堆焊材料主要形式是粉末。由于粉末的化学成分灵活可变,与采用丝材等其他堆焊方法相比,等离子堆焊层的成分和性能更容易调整,因而可以更好地保证堆焊层的性能。